



Gas and diesel engines, compressors, turbines, and pumps are examples of essential equipment used in most industrial operations and play a critical role in a plant’s profitability. One major failure can cause a shut down for days, sometimes weeks if parts are not readily available.
Catastrophic failure occurs when the equipment’s moving parts are substantially damaged and cannot function properly. During repairs, mechanics often discover that abrasive particles present in the lubricating oil are the culprit. These particles can increase the oxidation rate of the oil and cause it to lose some of its anti-wear characteristics. Over time, they impact a company’s profits by causing surface fatigue, erosive wear, restriction of oil flow and part movement, increased consumption of lubricants and filters, and higher energy use(1).
Fortunately, once plant and maintenance managers understand the extent of damage that can occur from nearly invisible particles, they can take steps to prevent it. Installing filters will minimize the number of particles prior to entering the equipment, but if the moving parts are sustaining damage, it may not be detected before a total failure occurs. This is where the AMOT MPD2 has proven to be a valuable tool in the prevention of equipment failure due to lube oil contamination.
What is the MPD2?
The AMOT metal particle detector (MPD) is an in-line continuous wear debris monitor that detects the presence of metal particles in lubricating oils and alerts operators to perform maintenance before significant, costly damage occurs. Operation is simple and straightforward. Lube oil enters at the top of the MPD’s body and travels through a perforated board containing a plated electrical grid on the board’s top and bottom sides. Fluid exits through the bottom of the MPD body (figure 1). Activation of the MPD switch occurs when metal particles become trapped by differential pressure and bridge the gaps on its electrical grid completing a normally open (N.O.) electrical circuit to sound an alarm. (figure 2).
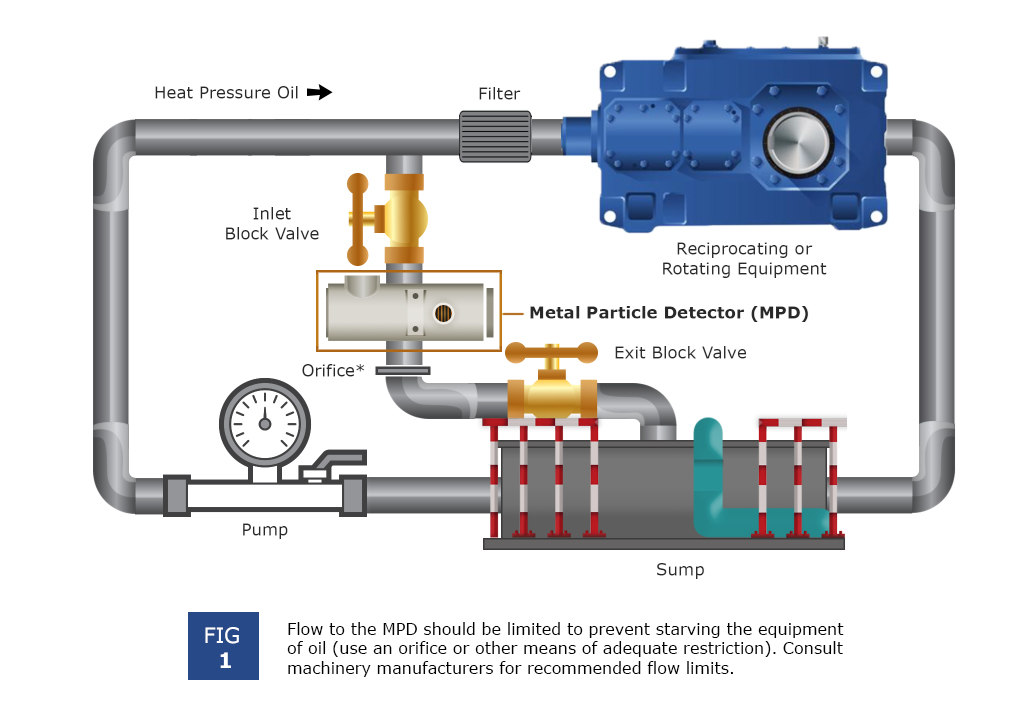
Figure 1
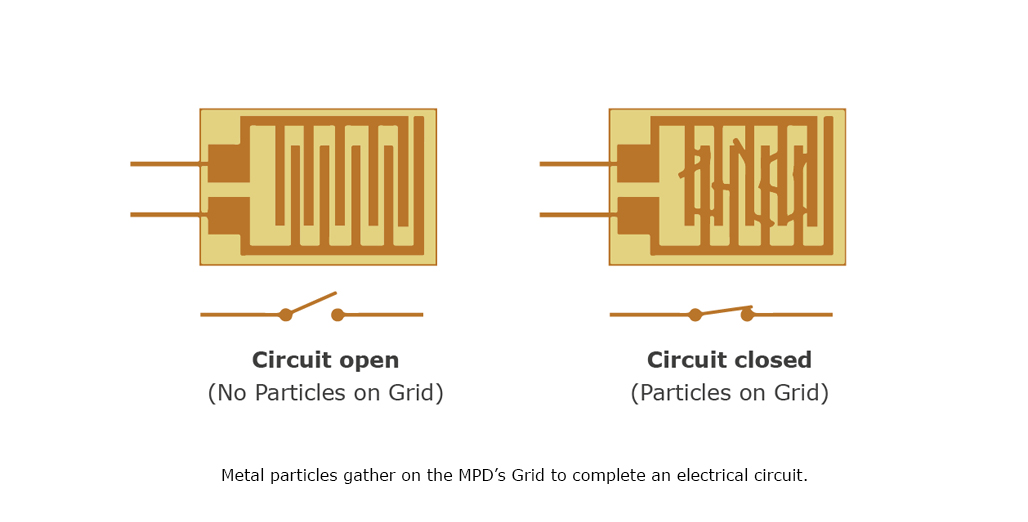
Figure 2
The design of the MPD2, and the theory behind its operation, is based on the NASA Reliability Centered Maintenance (RCM) Guide for Facilities and Collateral Equipment. Chapter 8 covers Lubricant and Wear Particle Analysis and discusses the relationship between wear particle size, concentration, and equipment condition. As illustrated in Figure 3, when particles are small, they are less concentrated and cause benign wear on the equipment(2). As the particles become larger, they become more concentrated and cause increasingly more destructive damage, leading to catastrophic failure. Therefore, it can be reasoned that if there were some way to know when small particles were present in the lube oil, operators could perform preventive maintenance before catastrophic equipment damage occurs. Through extensive research and development, AMOT has found that a standard 1/32” diameter hole on the board with 1/16” spaces between grids is the optimum size for over 95% of all applications.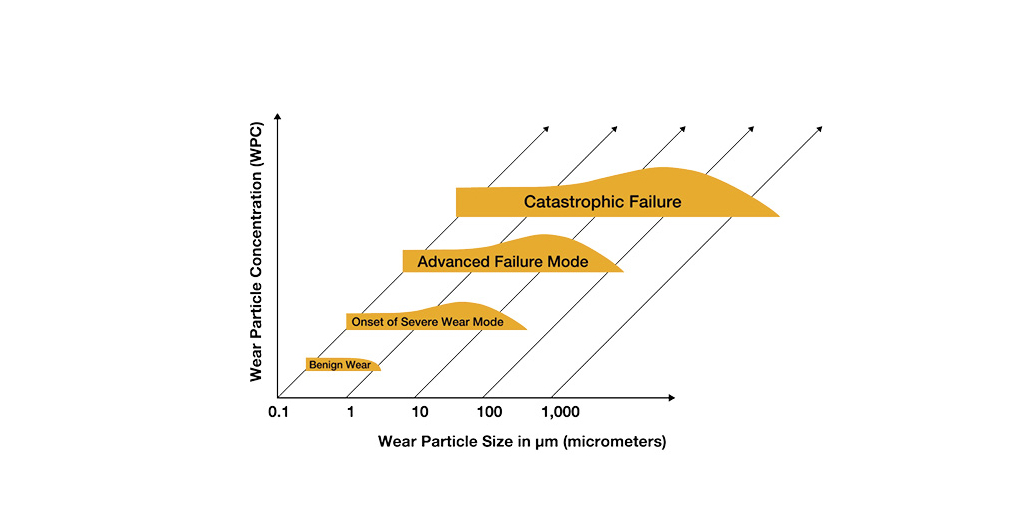
Figure 3
Where is the MPD2 Installed?
The MPD2 is safe to use on gas and diesel engines, compressors, gearboxes, transmissions, turbines, and pumps. It should be installed in the side stream of the main oil supply line, after the pump, but before the filter. Whenever possible, install the device above the crankcase (Fig 4). The unique sensing technology detects all conductive (magnetic or non-magnetic) particles, shavings, chips, and dust that can bridge the gap between the MPD’s grid. This includes steel, aluminum, stainless steel, bronze, and tin. Detailed installation instructions and specifications can be found on the product’s datasheet.
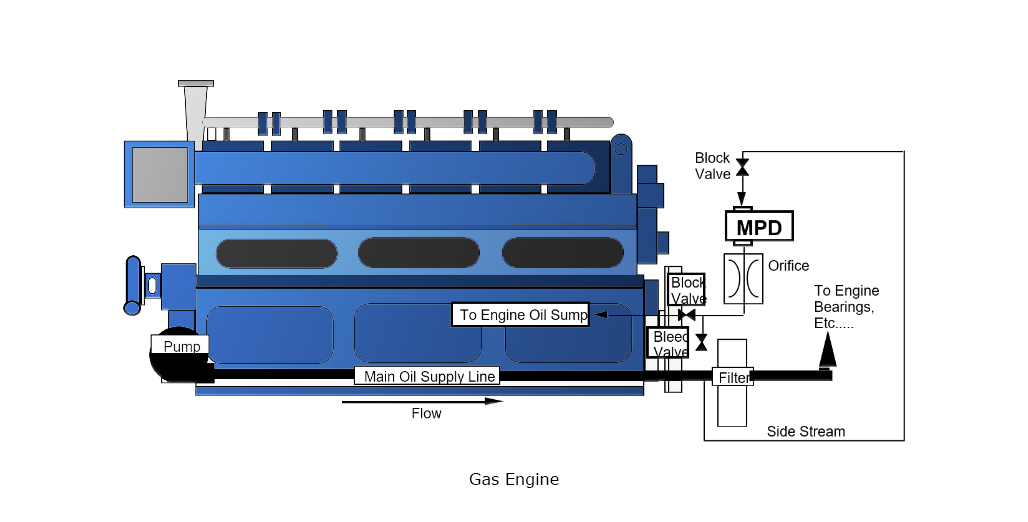
Figure 4
Easy Maintenance
Over time, exposure to foreign chemicals and particulate matter as well as prolonged operation at extreme conditions may reduce the effectiveness of the metal particle detector. At such time, AMOT Metal Particle Detectors can be restored to original performance by installing an AMOT MPD service kit. Service kits include all seals and seal components required for normal maintenance. Block valves and bleed valves should be used to facilitate inspection and service.
AMOT recommends inspecting the components during the equipment’s scheduled maintenance. AMOT designs and tests all its products to ensure that high quality standards are met. For good product life, carefully follow AMOT's installation and maintenance instructions; failure to do so could result in damage to the equipment being protected or controlled.

Figure 5
The Value of Continuous Monitoring
Much can be learned about a machine’s health through wear debris analysis. Traditionally this has been performed at routine maintenance checks, when oil samples are taken and sent to a lab for analysis. While laboratories are equipped to run complete diagnostic checks on the lubricant, in some cases it can take up to several days or even weeks to obtain the oil analysis results(3). Meanwhile, parts may be close to total failure without any outward signs.
The AMOT MPD2 continuously monitors the oil flow and provides real-time, immediate data. It allows corrective maintenance to be scheduled before expensive repairs and excessive downtime are required. Combined with a proper maintenance program, the MPD2 is a simple insurance policy against major equipment failure.
If you’d like more information on the MPD2, visit the product page or contact us.
Sources:
1Jim Fitch, Machinery Lubrication, “Particle Contamination-10 Important Things You Should Know,” https://www.machinerylubrication.com/Read/781/particle-contamination
2Reliability Centered Maintenance Guide for Facilities and Collateral Equipment, National Aeronautics and Space Administration, https://www.hq.nasa.gov/office/codej/codejx/Assets/Docs/RCMGuideMar2000.pdf
3Sabrin Gebarin, Machinery Lubrication, “On-line and In-line Wear Debris Detectors: What’s Out There?”, https://www.machinerylubrication.com/Read/521/in-line-wear-debris-detectors




