



Turbine Lube Oil Temperature Control Valves
The Lube Oil System
The lube oil system is designed to provide pressurized lubrication and cooling to gas turbines and other industrial equipment. Typically, these systems include pumps, heat exchangers, filters, controls and instrumentation. Maintaining the correct temperature of the lubricating oil is the key to equipment accuracy, reliability, and performance.
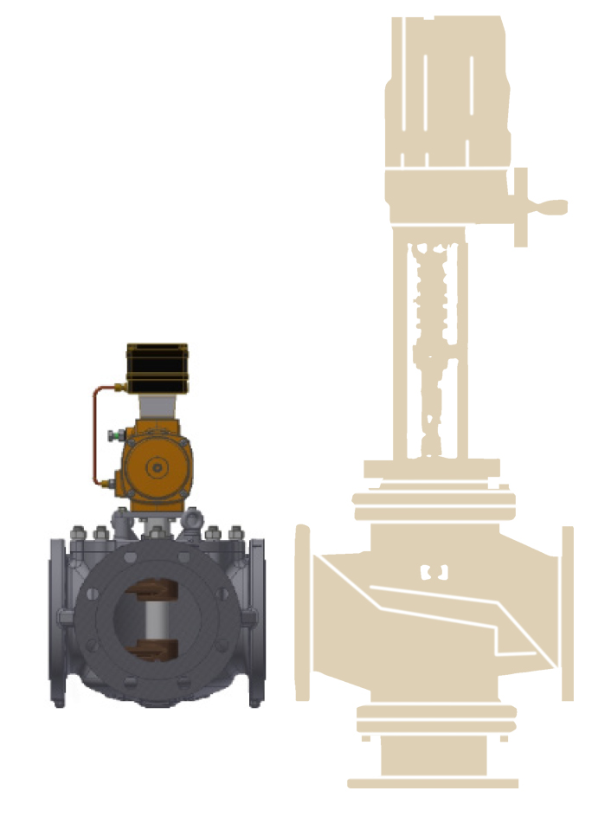
When compared to a typical globe valve, AMOT's externally-actuated Model G Rotary Valve is the optimal solution to these applications for several reasons.
Size: The Model G valve, by design, is engineered to have a smaller overall footprint than globe valves. However, and additional benefit of the G valve's design is its high flow rate which allows you to specify a smaller size valve for a more compact solution when designing a lube oil skid.
Flexibility: The Model G not only allows for flexible port configurations, but the remote monitoring capabilities allow for real-time temperature adjustment.
Accuracy: The Model G valve offers the highest degree of accuracy and precise temperature control to within +/- 1°F
Thermostatic Control Valves
Our 3-way temperature control valves help improve the reliability and performance of turbines and limit downtime. Our rugged thermostatic control valves are self-actuated, require little maintenance, and can operate in any mounting position. Complete service kits for thermostatic valves are available with all the components needed to make maintenance quick and simple.

Meeting Industry Regulations
AMOT pneumatic actuated Model G valves are compatible with lube oil systems manufactured in accordance with API 614/ISO 10438 (Special Purpose). AMOT thermostatic control valves are compatible with systems manufactured in accordance with API 618 (General Purpose). Both systems operate in upstream, midstream, and downstream sectors of the oil & gas industry.
Additional Turbine Products
Fuel Gas Control Valves
Fuel control valves provide accurate and reliable gas control and metering for any industrial gas turbine. AMOT fuel gas valves are easily serviced in the field.

Lube Oil Temperature & Pressure Control
This combination valve is used in applications where control of lubricating oil temperature and pressure is required simultaneously. These AMOT valves save space and cost by reducing unnecessary piping.

Sensors and Switches
Rugged, field-proven sensors and switches are an integral part of systems for steam pressure management, over-pressure protection, and vibration monitoring. Hazardous area certifications are available on certain products.

ENGINEERING UNITS
IMPERIAL METRIC